SMAW, cunoscută și sub denumirea de sudare cu arc cu electrod, este o metodă de sudare prin fuziune în care arcul este indus de electrod, iar piesele de sudură sunt topite de căldura arcului.Este cea mai utilizată și comună metodă de sudare în prezent.

Arcul este un fenomen de conducere a aerului.Arcul de sudare este un fenomen de descărcare puternic și persistent generat în mediul gazos dintre electrod și piesa de prelucrat.În timpul procesului de sudare, electrodul și respectiv sudura sunt conectate la cei doi electrozi ai sursei de putere de sudare.Când miezul de sudură al electrodului intră în contact cu suprafața sudurii, circuitul este pornit și se generează în același timp un curent mare de scurtcircuit.Deoarece există o anumită rezistență la contact, conform Q=I2Rt, acolo se va genera o cantitate mare de căldură, iar căldura se va încălzi rapid și va topi contactul.Când electrodul este ridicat cu 2 ~ 4 mm, mediul gazos dintre electrod și sudură este ionizat, producând electroni conductori și ioni pozitivi.Sub acțiunea câmpului electric, electronii se deplasează la anod, iar ionii pozitivi se deplasează la catod.Ele se ciocnesc și se recombină continuu, transformând energia cinetică în energie termică, generând astfel lumină puternică și căldură ridicată și formând un arc între capătul electrodului și sudura.
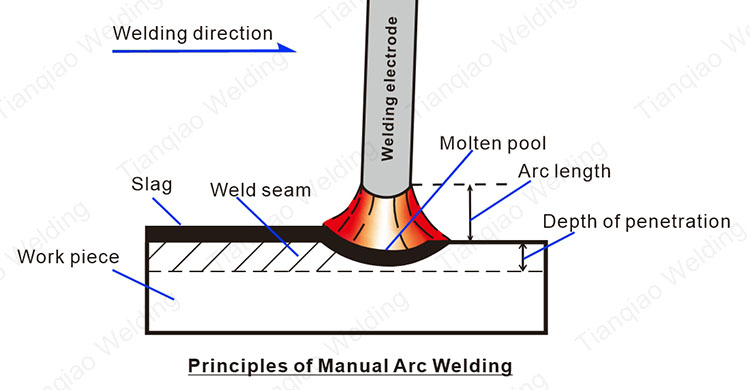
Arcul topește capătul electrodului și sudura corespunzătoare în același timp.Metalul de sudură se topește pentru a forma un bazin topit, iar metalul electrodului se topește pentru a forma o picătură.Picăturile topite intră în bazinul topit sub acțiunea gravitației și a forței de suflare a arcului, fuzionează cu metalul sudurii și formează o sudură după solidificare.În timpul procesului de sudare, acoperirea se topește pentru a forma zgură și se generează o cantitate mare de gaz, care protejează și tratează metalurgic metalul topit din bazin.
Arcul de sudare constă din trei părți: zona catodului, zona anodului și zona coloanei arcului.Zona catodului emite electroni, iar temperatura este scăzută, aproximativ 2400K;zona anodului acceptă electroni, iar temperatura este ridicată, aproximativ 2600K;temperatura centrală a zonei coloanei arcului este cea mai ridicată, aproximativ 6000 ~ 8000K.

Când utilizați sursa de energie pentru sudarea cu arc de curent continuu (cum ar fi redresorul de sudare cu arc) pentru sudare, există două metode de conectare: conexiune pozitivă și conexiune inversă.Conexiunea pozitivă este metoda de conectare în care electrodul este conectat la electrodul negativ și piesa de prelucrat este conectată la electrodul pozitiv.Deoarece electrodul pozitiv acceptă electroni și generează mai multă căldură, sudura este ușor de pătruns, astfel încât această metodă de conectare este adesea folosită pentru sudarea pieselor mai groase.Conexiunea inversă este metoda de conectare în care electrodul este conectat la electrodul pozitiv, iar piesa de prelucrat este conectată la electrodul negativ.Deoarece căldura generată de electronii emiși de electrodul negativ este mai mică, sudarea nu este ușor de ardet, așa că această metodă de conectare este adesea folosită pentru sudarea pieselor subțiri.
Căldura generată de arcul de sudare este proporțională cu produsul dintre tensiunea arcului și curentul de sudare (adică Q=IUt).De obicei, tensiunea dintre sudura și electrod atunci când arcul este ars stabil se numește tensiunea arcului, iar tensiunea arcului este de obicei în intervalul 20 ~ 35V.Deoarece tensiunea arcului se modifică puțin, căldura arcului este reglată în principal prin ajustarea curentului de sudare în producție.
electrod,electrozi,sudura,electrod de sudura,electrozi de sudura,tige de sudura,tige de sudura,pret electrod de sudura,sudura cu electrozi,bagheta de sudura pret fabrica,bagheta de sudura,sudura cu bata,baghete de sudura,baghete de sudura china,electrod de lipit,consumabile de sudura,sudura consumabile, electrod China, electrozi de sudare China, electrod de sudare din oțel carbon, electrozi de sudare din oțel carbon, fabrică de electrozi de sudură, electrod de sudură din fabrică chineză, electrod de sudură China, tijă de sudură China, preț tije de sudură, consumabile pentru sudură, consumabile en-gros de sudură, consumabile de sudură la nivel mondial ,rechizite pentru sudare cu arc,aprovizionare cu materiale de sudura,sudura cu arc,sudura otel,electrod de sudura cu arc usor,electrod de sudare cu arc,electrozi de sudare cu arc,electrod de sudare vertical,pret electrozi de sudare,electrod de sudare ieftin,electrozi de sudare cu acid,electrod de sudura alcalin,celulozic electrod de sudura, electrozi de sudare din China, electrod de fabrica, electrozi de sudare de dimensiuni mici, materiale de sudura, material de sudura, material de tija de sudura, suport pentru electrod de sudura, tija de sudura nichel, j38.12 e6013, tije de sudura e7018-1, electrod de sudura, tija de sudura 6010, electrod de sudura e6010, tija de sudura e7018, electrod de sudura e6011, tije de sudura e7018, electrozi de sudare 7018, electrozi de sudare e7018, tije de sudura 6013, tije de sudura 6013, electrod de sudare 6013, electrod de sudare 6013, electrod de sudare 10101010 , 6011 bare de sudura,6011 electrozi de sudura,6013 baghete de sudura,6013 baghete de sudura,6013 electrod de sudura,6013 electrozi de sudura,7024 bagheta de sudura,7016 bagheta de sudura,7018 baghete de sudura,7018 electrozi de sudare, electrozi de sudura 7018, electrozi de sudura1870 e7016, e6010 tijă de sudură, e6011 tijă de sudură, e6013 tijă de sudură, e7018 tijă de sudură, electrod de sudură e6013, electrozi de sudare e6013, electrod de sudare e7018, electrozi de sudură e7018, electrozi de sudare J421, electrozi de sudare J421, electrozi de sudare J422 ale e6010, en-gros e6011, en-gros e6013, en-gros e7018, cel mai bun electrod de sudura, cel mai bun electrod de sudura J421, electrod de sudura din otel inoxidabil, tija de sudura din otel inoxidabil, electrod de otel inoxidabil, electrod de sudura SS, tije de sudura e307, electrod de sudura e312, 309l electrod de sudare, electrod de sudura 309l ,e316l 16 electrozi de sudura,electrod de sudura din fonta,aws Eni-Ci,aws Enife-Ci,sudura de suprafata,bagheta de sudura pentru suprafata tare,sudura pentru suprafata tare,sudura pentru suprafata tare,sudura,sudura,sudura vautid,sudura bohler,lco sudare, sudare atlantică, sudare, pulbere de flux, flux de sudare, pulbere de sudură, material de flux pentru electrozi de sudură, flux pentru electrozi de sudură, material pentru electrozi de sudură, electrod de tungsten, electrozi de tungsten, sârmă de sudare, sudare cu arc cu argon, sudare mig, sudare tig, arc cu gaz sudare, sudare cu arc de metal cu gaz, sudare electrică, sudare cu arc electric, baghete de sudare cu arc, sudare cu arc de carbon, utilizări tije de sudură e6013, tipuri de electrozi de sudare, sudare cu miez de flux, tipuri de electrozi pentru sudare, aprovizionare pentru sudare, metal pentru sudare, metal sudare, sudura cu arc metalic ecranat, sudare aluminiu, sudare aluminiu cu mig, sudare mig aluminiu, sudare țevi, tipuri de sudare, tipuri de bare de sudură, toate tipurile de sudare, tipuri de baghete de sudură, amperajul baghetei de sudură 6013, electrozi de sudură, electrod de sudură specificație, clasificare electrod de sudură, electrod de sudură aluminiu, diametru electrod de sudură, sudare din oțel moale, sudare din oțel inoxidabil, utilizări tije de sudură e6011, dimensiuni tije de sudură, preț tije de sudură, dimensiune electrozi de sudură, aws e6013, aws e7018, aws-6, er70s sârmă de sudură din oțel inoxidabil, sârmă de sudură mig din oțel inoxidabil, sârmă de sudură tig, tijă de sudură la temperatură joasă, amperajul tijei de sudură 6011, tijă de sudură 4043, tijă de sudură din fontă, academia de sudură de vest, tije de sudură Sanrico, sudare aluminiu, tijă de sudură aluminiu, sudare produse, tehnologie de sudare, fabrică de sudare
Ora postării: 30-dec-2022